La desalación y el reúso de aguas tratadas se han convertido en pilares fundamentales para enfrentar la escasez hídrica en sectores industriales, urbanos y agrícolas. En este contexto, la combinación de MBR (Membrane Bioreactor) como pretratamiento para ósmosis inversa (RO) se ha posicionado como una solución técnica de alto rendimiento, capaz de mejorar la eficiencia de los procesos de purificación y reducir significativamente los costos operativos.
En este artículo analizamos los beneficios de integrar MBR antes de la ósmosis inversa, los resultados esperados y cómo esta sinergia tecnológica contribuye a la sostenibilidad hídrica.
¿Por qué utilizar MBR antes de la ósmosis inversa?
La ósmosis inversa es un proceso altamente eficiente para eliminar sales, minerales y contaminantes disueltos en el agua. Sin embargo, su rendimiento depende en gran medida de la calidad del agua de entrada. Aquí es donde el MBR juega un papel clave como pretratamiento avanzado.
¿Qué hace el MBR?
El MBR combina procesos biológicos con membranas de ultrafiltración para eliminar sólidos suspendidos, materia orgánica y microorganismos del agua residual. El resultado es un efluente de alta calidad, ideal para ser alimentado directamente a sistemas de ósmosis inversa.
Beneficios del MBR como pretratamiento para RO
Reducción del ensuciamiento de membranas RO
El efluente limpio producido por el MBR minimiza la acumulación de sólidos y biofouling en las membranas de ósmosis inversa, lo que:
- Disminuye la frecuencia de limpiezas químicas (CIP).
- Reduce paradas operativas y costos de mantenimiento.
- Menor consumo energético
Al reducir la carga orgánica y los sólidos en suspensión, el sistema RO requiere menos presión para operar eficientemente, traduciéndose en:
- Ahorro energético significativo.
- Mayor sostenibilidad del proceso.
Mayor vida útil de las membranas RO
Menos ensuciamiento = menos estrés mecánico y químico sobre las membranas. Esto se traduce en:
- Mayor durabilidad.
- Menor frecuencia de recambio y reposición.
Efluente de calidad superior
El MBR produce agua que cumple con estándares exigentes de reutilización e incluso potabilización, lo que permite:
- Reutilizar el agua en procesos industriales.
- Disminuir el uso de agua potable.
- Cumplir con normativas ambientales más estrictas.
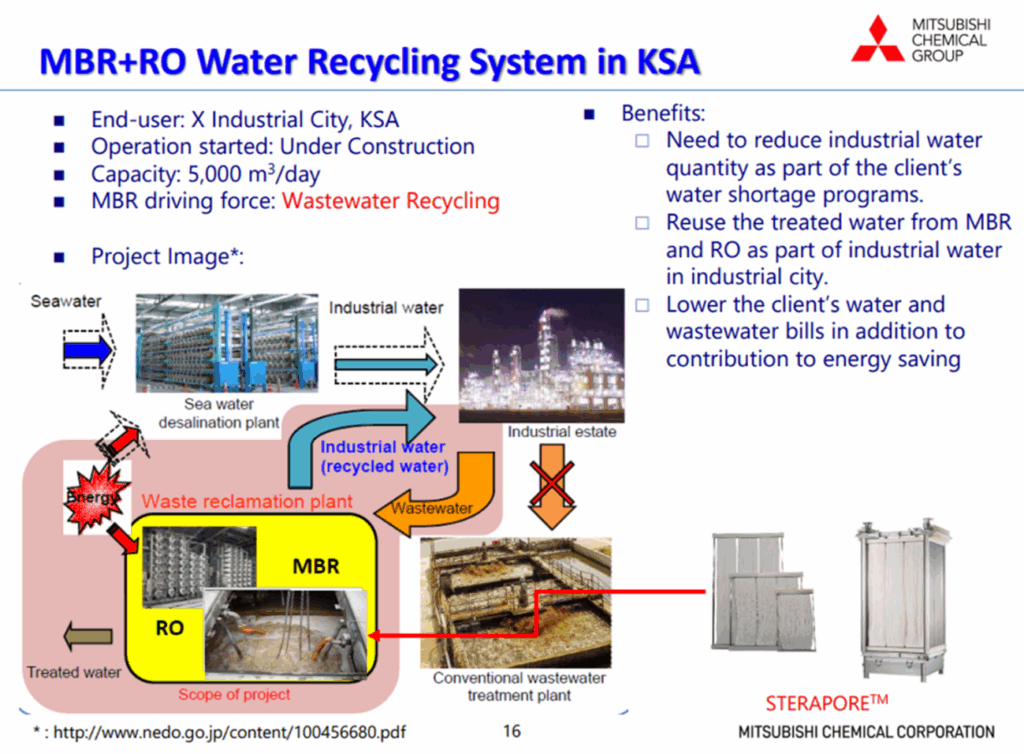
Caso de éxito: MBR + RO en industria con alto consumo hídrico
En plantas industriales con altos requerimientos de agua, la combinación de MBR y ósmosis inversa ha permitido:
- Optimizar procesos de desalación en zonas costeras o con fuentes salobres.
- Reutilizar el agua tratada en líneas de producción, circuitos de refrigeración y limpieza.
- Reducir la dependencia de fuentes externas, disminuyendo costos y riesgos asociados al suministro.
Diseño de sistemas MBR integrables con RO
En FTR, ofrecemos soluciones MBR las membranas UF STERAPORE de MITSUBISHI CHEMICAL específicamente preparadas para integrarse con sistemas de ósmosis inversa, utilizando:
- Membranas de fibra hueca de alta eficiencia, ideales para aplicaciones compactas.
- Sistemas de control y monitoreo inteligente, que permiten mantener el sistema estable, automatizado y en tiempo real.
Estas soluciones están pensadas para industrias exigentes como la alimentaria, minera, farmacéutica, textil y de generación eléctrica.
Un sistema inteligente para el futuro del agua
Utilizar MBR como pretratamiento para ósmosis inversa no solo optimiza el proceso de desalación y reúso, sino que también mejora la sostenibilidad, reduce el consumo energético y extiende la vida útil de los equipos. Esta sinergia tecnológica es una herramienta poderosa para industrias y ciudades que buscan asegurar su suministro hídrico con soluciones resilientes y rentables.